G-Code 101: Baguhin ang Iyong 3D Printing Files
Ano ang G-Code?
Ang RS-274, na mas kilala bilang G-Code ay isang programming language para sa CNC (Computer Numerical Control) na ginagamit sa computer-aided manufacturing. Ang pangunahing diwa ng wika ay sinasabi nito sa isang tool / device na “pumunta doon, at gawin ito”.
Maaaring gamitin ang G-Code sa maraming iba’t ibang uri ng makina, mula sa mga laser cutter, lathes, mill at ang pinakamahusay na 3D printer. Para sa mga 3D printer, karaniwang ginagawa ang G-code kapag “naghiwa” kami ng isang bagay para sa pagpi-print. Ang paghiwa ay nagko-convert ng isang bagay sa isang serye ng mga layer, na gumagamit ng mga G-Code na command upang ilipat ang tool upang gayahin ang outline at panloob na istraktura ng bagay. Gagawin ng mga karaniwang slicer, gaya ng Cura at PrusaSlicer ang lahat ng pagsusumikap para sa amin, ngunit kung susulat kami ng sarili naming G-Code, maaari kaming gumawa ng mga script upang i-tweak at ibagay ang aming 3D printer para sa pinakamahusay na posibleng serbisyo.
Sa ganitong paraan matututunan natin kung paano sumulat ng G-Code, partikular na gamit ang isang Creality Ender 2 Pro bilang aming test machine. Magsusulat kami ng isang script na magiging kapaki-pakinabang kapag manu-manong i-level ang print bed. Ang code na ginawa para sa kung paano ito ay pasadya para sa Ender 2 Pro, at kakailanganing baguhin para sa iyong 3D printer.
Pagsusulat ng G-Code Script
Ang G-Code ay hindi nangangailangan ng magarbong text editor o IDE, ang kailangan lang namin ay isang simpleng text editor, gaya ng Notepad, o ang aming kagustuhan, Notepad++.
Ang bawat linya ng G-Code ay isang pagtuturo sa isang bahagi ng device at ang mga command ay isinusulat gamit ang command reference, na sinusundan ng mga parameter ng command (kung mayroon man). Upang makagawa ng komento kailangan nating lagyan ng prefix ang komento ng isang semicolon.
1. Buksan ang iyong text editor at lumikha ng linya ng komento upang ipaliwanag ang layunin ng code.
; Ender 2 Pro Example Control G-Code
2. Gamitin ang command G90 upang itakda ang ganap na pagpoposisyon. Nangangahulugan ito na ang bawat paggalaw ay kinakalkula mula sa parehong panimulang punto.
G90; Ganap na pagpoposisyon
3. Gamitin ang command M117 para magpakita ng mensahe sa LCD screen ng Ender 2 Pro. Ang string (mensahe) ay direkta pagkatapos ng pag-isyu ng command at hindi nangangailangan ng parameter.
M117 Tom’s Hardware; Ini-print ang string sa LCD screen
4. Gamitin ang command G4 (dwell) para i-pause ang script sa loob ng tatlong segundo.
G4 P3000; Maghintay ng 3 segundo
5. Gumamit ng mga command na M117 para magpakita ng mensahe, at G4 para i-pause ang script nang sapat na haba para mabasa ito ng user.
M117 Heating bed; Ini-print ang string sa LCD screen G4 P1000; Maghintay ng 1 segundo
6. Gamitin ang command M190 upang painitin ang print bed sa 60 degrees Celsius (S60). Pipigilan ng command na ito ang paggana ng script habang naabot ng kama ang kinakailangang temperatura.
M190 S60; Itakda ang temperatura ng kama sa 60C at maghintay hanggang maabot nito ang temperaturang iyon
7. Tahanan ang lahat ng printer axes na may command na G28.
G28; Bahay lahat ng axis
8. Itakda ang bilis ng paggalaw sa 1500mm / minuto. Titiyakin nito na ang kama at mainit na dulo ay gumagalaw sa parehong bilis. Maaari tayong tumaas, posible ang 3000mm / minuto, ngunit magsimula nang mabagal; para magkaroon ka ng oras para mag-react sa mga isyu.
G1 F1500; Itakda ang Feedrate (paggalaw ng tool) sa 1500 mm/min
9. Iangat ang Z axis 8mm gamit ang command G1 upang ang nozzle ay malinaw sa print bed. Hindi namin gustong ibagsak ang nozzle sa print bed dahil magdudulot iyon ng pinsala sa nozzle at kama.
G1 Z8; Lift Z Axis 8mm
10. Gamitin ang G1 command upang ilipat ang nozzle sa isang set X at Y na posisyon. Sa kasong ito, ang posisyon ay direkta sa itaas ng front left bed adjustment wheel.
G1 X28 Y35; Lumipat sa posisyon 1
11. Mag-print ng tagubilin sa gumagamit gamit ang M117.
M117 I-level ang kama #1
12. Maghintay para sa input ng user gamit ang M0. Tandaan, hindi gumagana ang command na ito sa bawat 3D printer. Kung hindi ito gumana para sa iyo, palitan ito ng G4 at gumamit ng mahabang paghihintay.
M0; Huminto, hintayin ang input ng user <
13. Ulitin ang parehong proseso ng pag-angat ng nozzle, paglipat sa susunod na posisyon, turuan ang gumagamit, at maghintay para sa input. Tandaan na palitan ang M0 sa G4 kung hindi ito sinusuportahan ng iyong printer. Ililipat nito ang nozzle upang ito ay nasa itaas ng gulong ng pagsasaayos sa kanang kama sa harap.
G1 Z8 ; Lift Z Axis 8mm G1 X140 Y35; Lumipat sa posisyon 2 M117 I-level ang kama #2 M0; Huminto, hintayin ang input ng user
14. Isa pang ulitin, sa pagkakataong ito sa posisyon 3, ang likod ng kanang gulong ng pagsasaayos ng kama.
G1 Z8 ; Lift Z axis G1 X140 Y130; Lumipat sa posisyon 3 M117 I-level ang kama #3 M0; Huminto, hintayin ang input ng user
15. Isa pang ulitin, oras na ito sa posisyon 4, ang likod kaliwang kama adjustment wheel.
G1 Z8; Lift Z axis G1 X28 Y130; Lumipat sa posisyon 4 M117 I-level ang kama #4 M0; Huminto, hintayin ang input ng user
16. Gamitin ang command G28 para i-home ang lahat ng axes, at pagkatapos ay magpakita ng completion message (M117) sa LCD screen.
G28; Home all axis M117 Kumpleto; Nakumpleto ang pag-level ng kama
17. I-save ang code bilang Ender2-Pro-Test.gcode sa isang micro SD card.
18. Alisin ang card at ipasok ito sa printer.
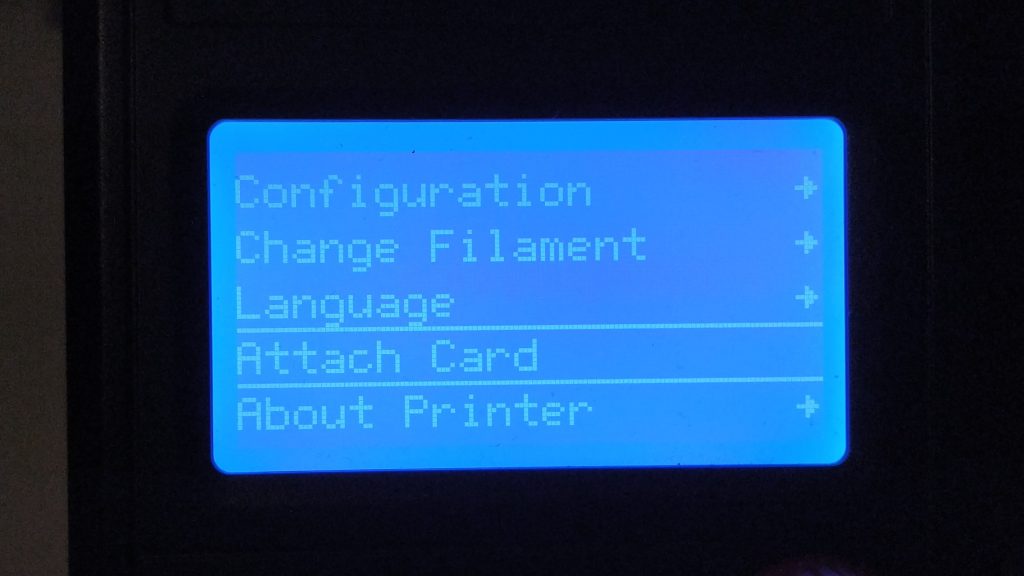
19. Pindutin ang control dial in para buksan ang menu.
20. Mag-scroll pababa sa Attach Card at pindutin ang dial. Ihahanda nito ang card para magamit.
(Kredito ng larawan: Tom’s Hardware)
21. Mag-scroll pababa sa I-print mula sa Card at pindutin ang dial.
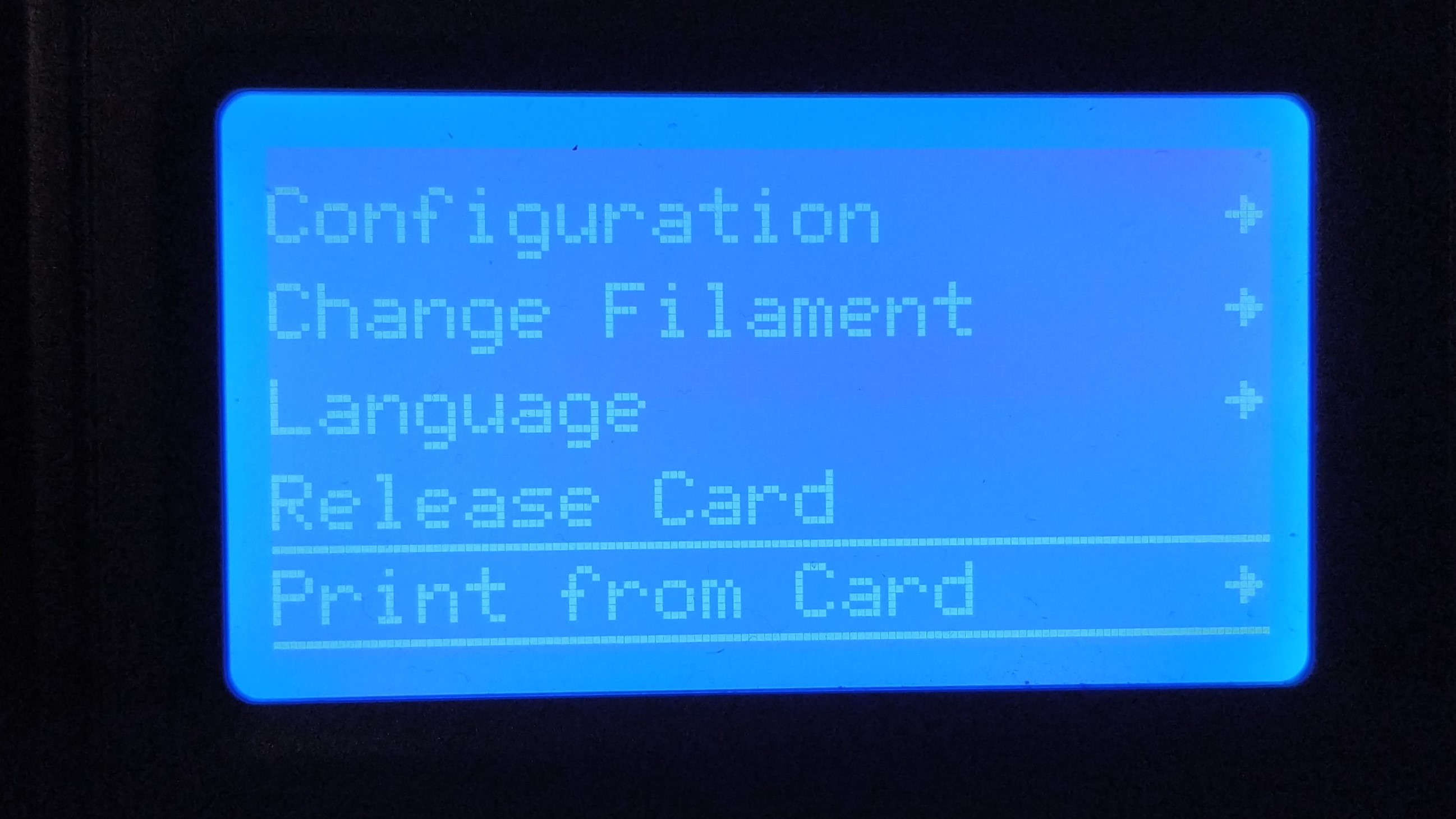
(Kredito ng larawan: Tom’s Hardware)
22. Piliin ang Ender2-Pro-Test.gcode at pindutin ang dial.
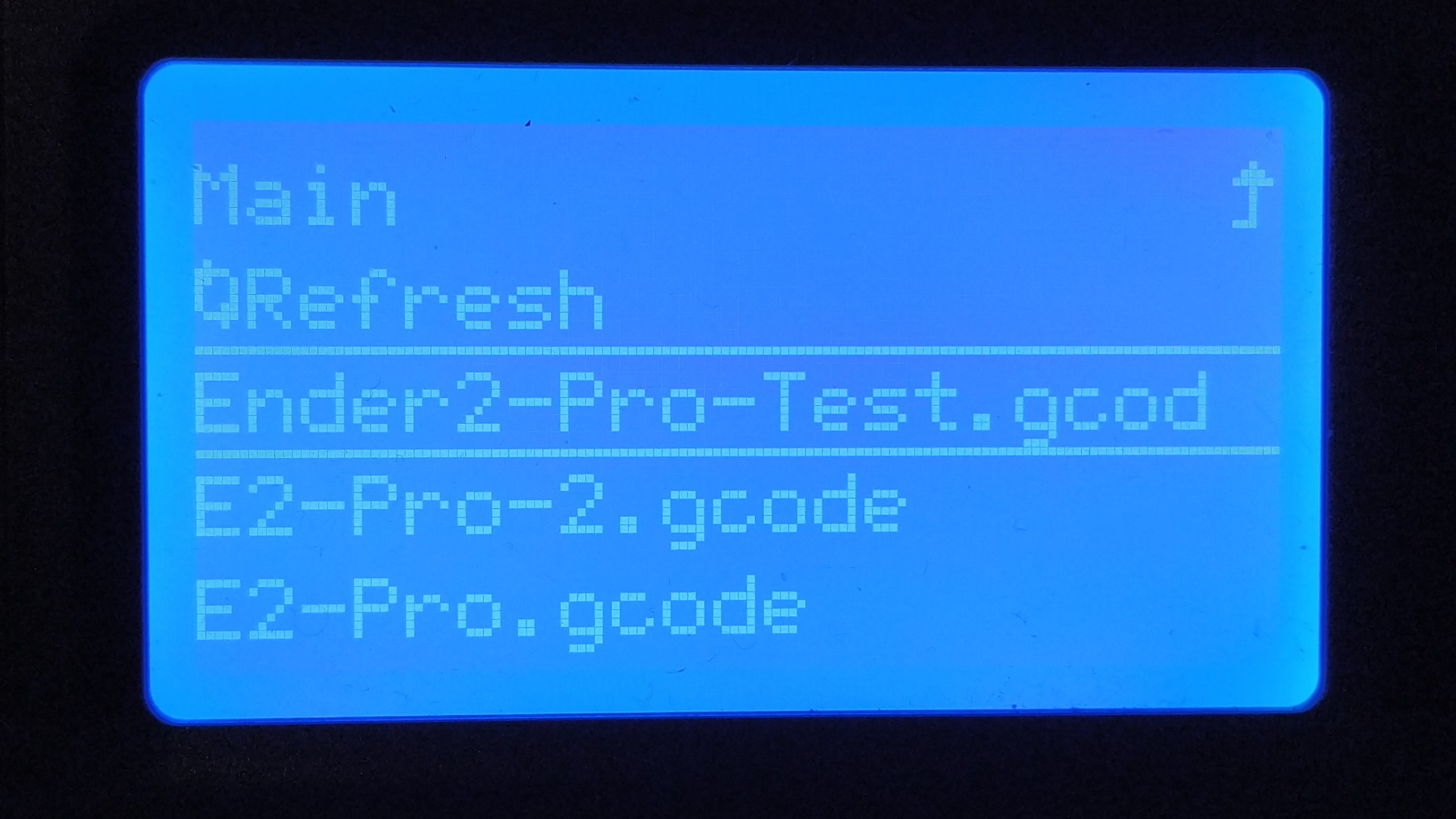
(Kredito ng larawan: Tom’s Hardware)
23. Piliin ang I-print at pindutin ang dial upang magsimula. Ang printer ay dadaan na ngayon sa mga hakbang sa G-Code file.
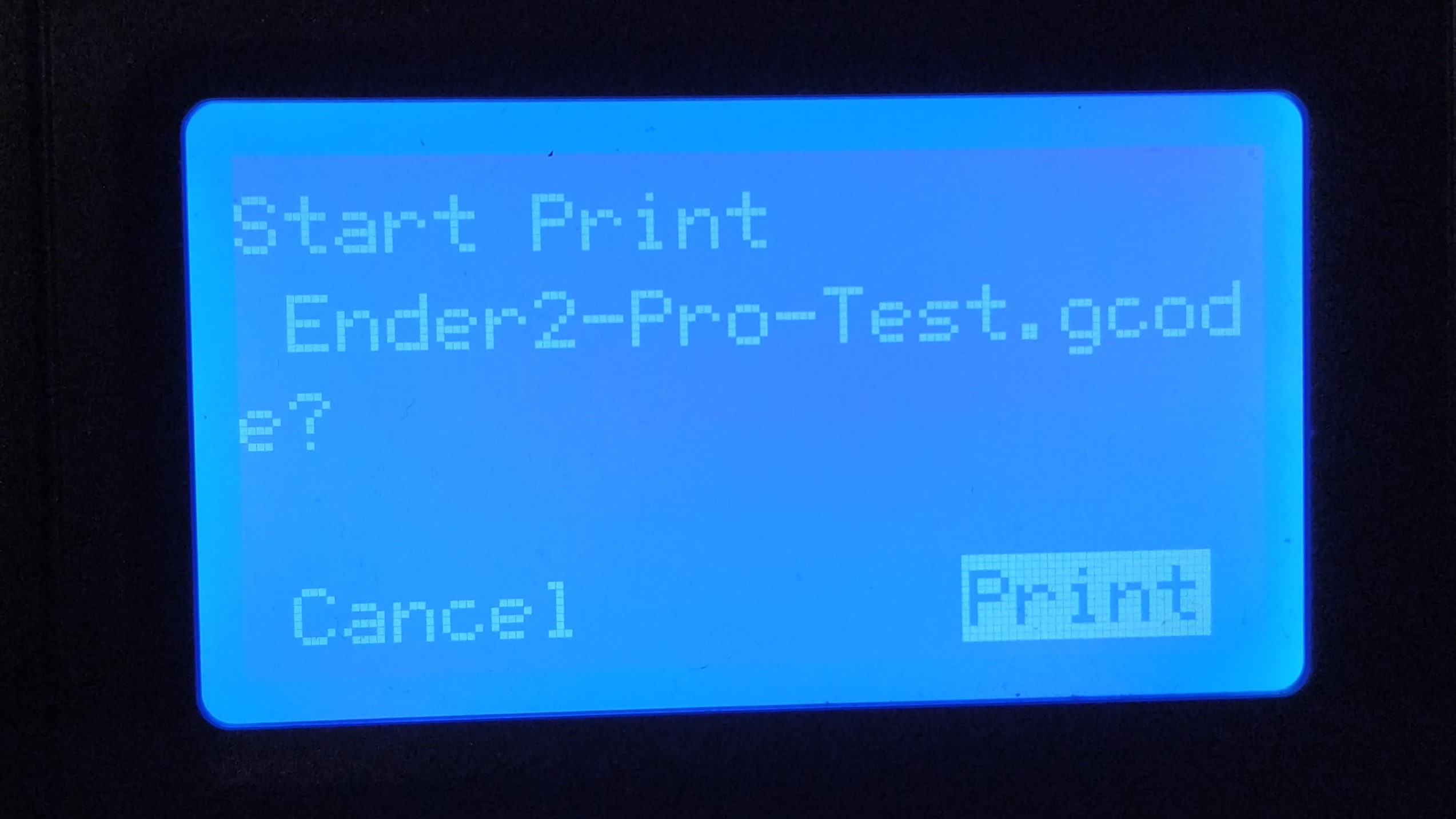
(Kredito ng larawan: Tom’s Hardware)
Ang code ay dadaan sa bawat hakbang sa proseso, na ginagaya ang proseso ng pag-level ng kama, ngunit ang nozzle ay malinaw sa print bed.
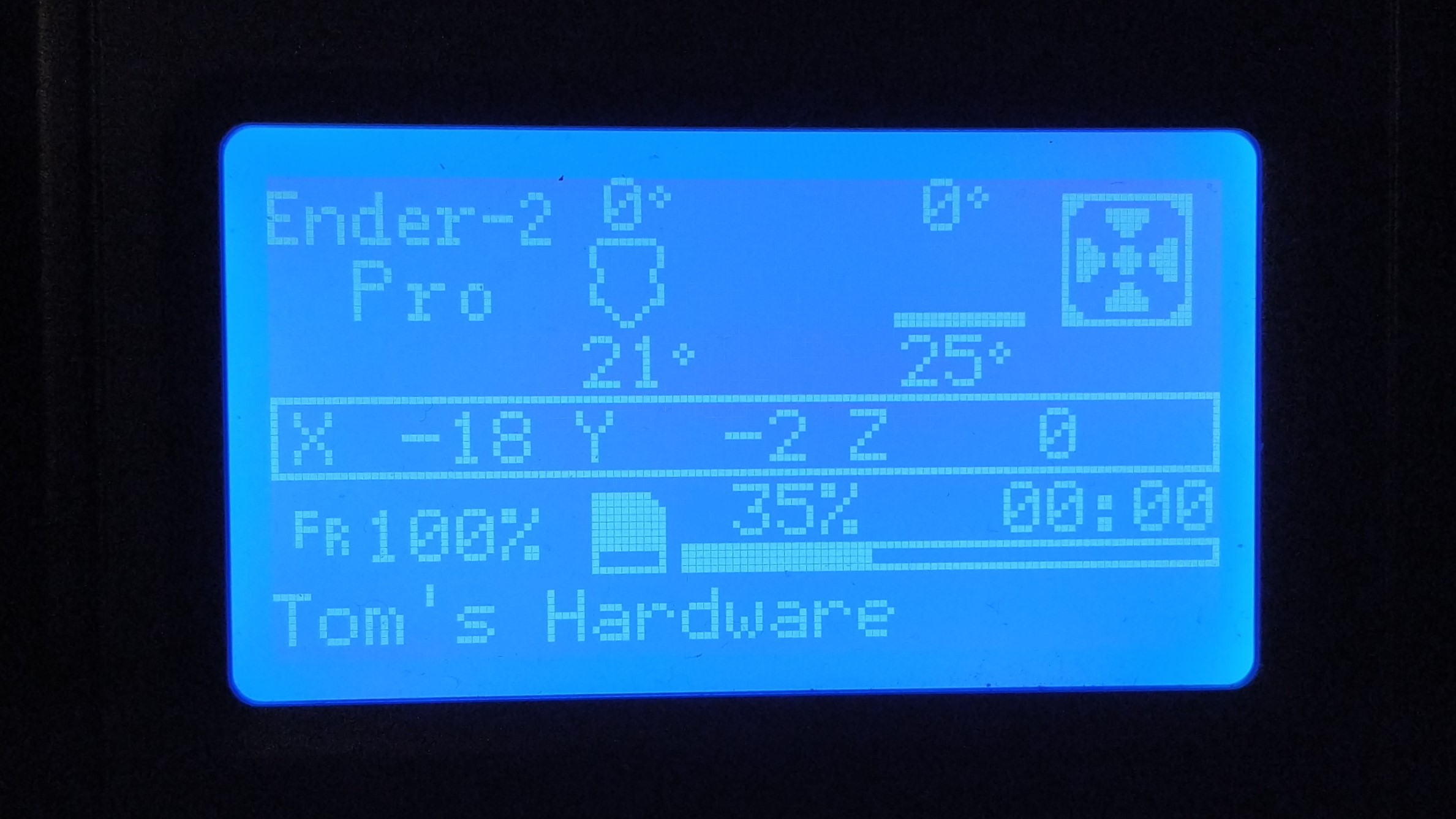
(Kredito ng larawan: Tom’s Hardware)
Kapag naayos na natin ang proseso, maaari nating ibaba ang nozzle at gamitin ito para magsagawa ng bed-leveling sa semi-autonomous na paraan.
Kumpletuhin ang Listahan ng Code
; Ender 2 Pro Example Control G-Code G90; Ganap na pagpoposisyon ng M117 Tom’s Hardware; Ini-print ang string sa LCD screen G4 P3000; Maghintay ng 3 segundo M117 Heating bed; Ini-print ang string sa LCD screen G4 P1000; Maghintay ng 1 segundo M190 S60; Itakda ang temperatura ng kama sa 60C at maghintay hanggang maabot nito ang temperaturang G28; Tahanan ang lahat ng axis G1 F1500; Itakda ang Feedrate (paggalaw ng tool) sa 1500 mm/min G1 Z8; Lift Z Axis 8mm G1 X28 Y35; Lumipat sa posisyon 1 M117 I-level ang kama #1 M0; Huminto, maghintay para sa input ng user G1 Z8 ; Lift Z Axis 8mm G1 X140 Y35; Lumipat sa posisyon 2 M117 I-level ang kama #2 M0; Huminto, maghintay para sa input ng user G1 Z8 ; Lift Z axis G1 X140 Y130; Lumipat sa posisyon 3 M117 I-level ang kama #3 M0; Huminto, maghintay para sa input ng user G1 Z8; Lift Z axis G1 X28 Y130; Lumipat sa posisyon 4 M117 I-level ang kama #4 M0; Huminto, maghintay para sa input ng user G28; Home all axis M117 Kumpleto; Nakumpleto ang pag-level ng kama
Pagdaragdag ng G-Code sa pamamagitan ng Slicer
Ang pagdaragdag ng custom na G-Code sa iyong slicer ay nagbibigay ng kontrol sa bawat aspeto ng iyong proseso ng pag-print. Maaari kaming magdagdag ng dagdag na pamunas ng nozzle bago mag-print, painitin muna ang kama sa isang custom na temperatura at mag-tweak ng maraming iba pang mga setting para sa perpektong pag-print. Narito kung paano i-edit ang G-Code sa dalawa sa pinakakaraniwang slicer, Prusa Slicer at Cura.
Pagdaragdag ng G-Code Via Prusa Slicer
1. Mag-click sa Mga Setting ng Printer at pagkatapos ay mag-click sa Expert. Ipapakita nito ang bawat tampok ng Prusa Slicer kaya mag-ingat.
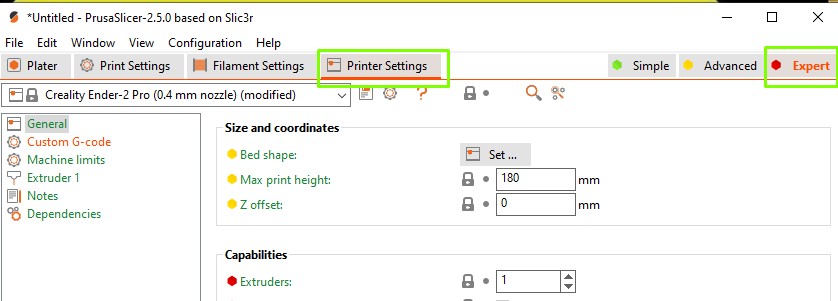
(Kredito ng larawan: Tom’s Hardware)
2. Mag-click sa Custom na G-Code.
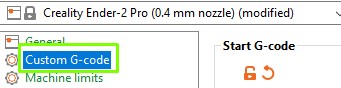
(Kredito ng larawan: Tom’s Hardware)
3. Maaaring ipasok ang Custom na G-Code para sa Start at End ng isang print. Maaapektuhan nito ang bawat print na hinihiwa gamit ang Prusa Slicer.
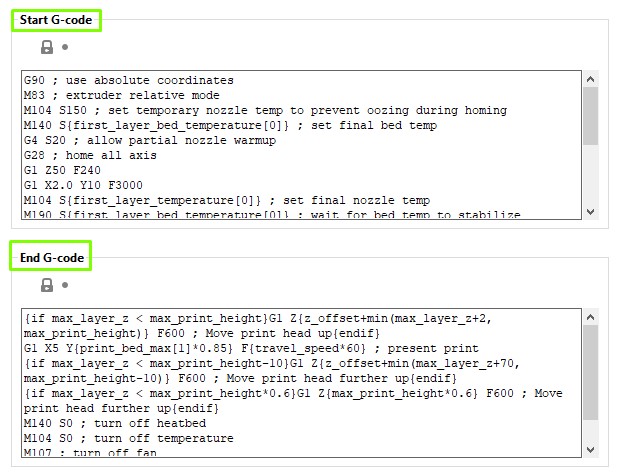
(Kredito ng larawan: Tom’s Hardware)
4. Mag-click sa Plater upang bumalik sa paghahanda ng bagay para sa pagpi-print.
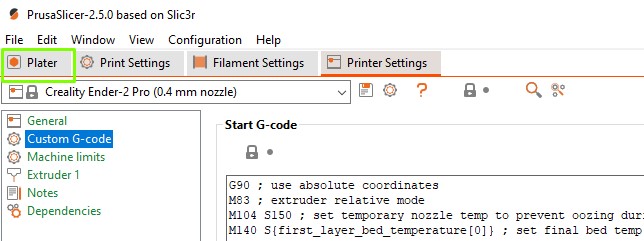
(Kredito ng larawan: Tom’s Hardware)
Pagdaragdag ng G-Code Via Cura Slicer
1. Buksan ang Cura at mag-click sa Mga Setting >> Printer >> Manage Printers.
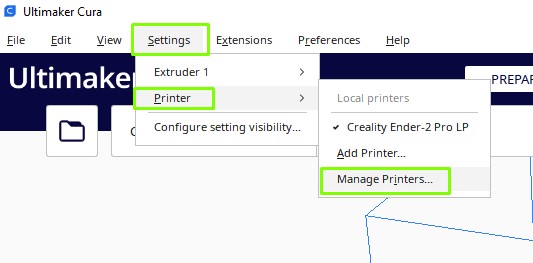
(Kredito ng larawan: Tom’s Hardware)
2. Mag-click sa Mga Setting ng Machine.
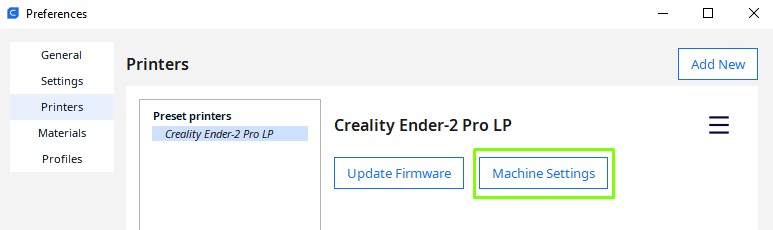
(Kredito ng larawan: Tom’s Hardware)
3. Ang pagsisimula at pagtatapos ng printer na G-Code ay maaari na ngayong direktang i-edit.
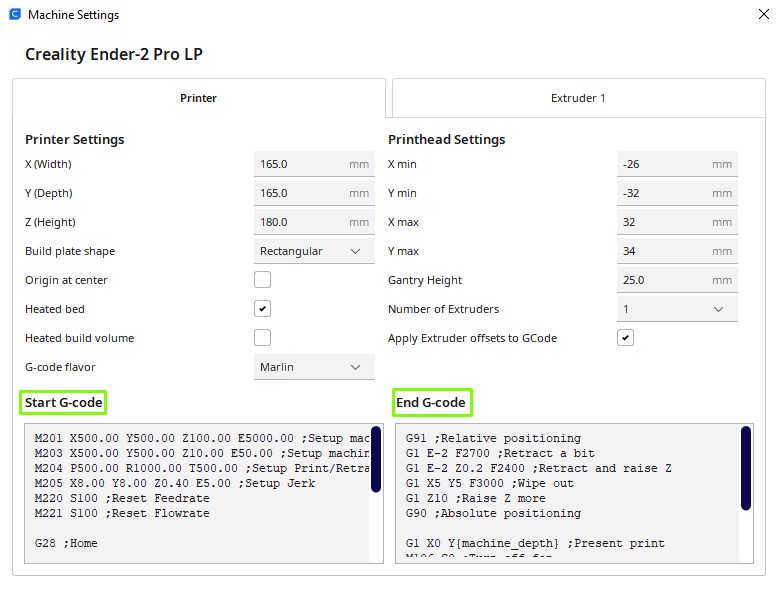
(Kredito ng larawan: Tom’s Hardware)
4. Mag-click sa Extruder 1 para i-edit ang G-Code para sa extruder.
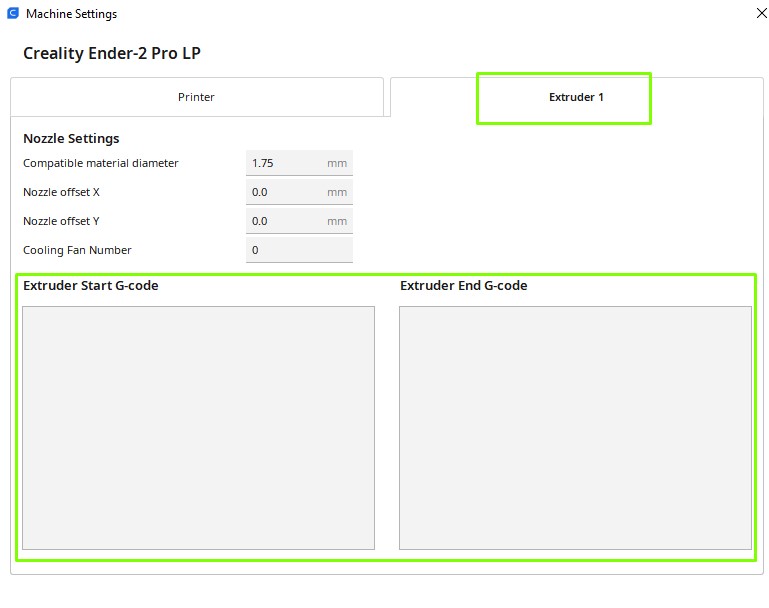
(Kredito ng larawan: Tom’s Hardware)
5. Isara ang window upang i-save at lumabas sa dialog ng Mga Setting ng Machine, pagkatapos ay isara ang dialog ng Mga Kagustuhan. Ibabalik ka sa Prepare screen na handang maghiwa ng bagong print.
Mga Karaniwang G-Code Command
Mag-swipe para mag-scroll nang pahalangCommandDescriptionExampleG1A linear move sa pagitan ng dalawang punto sa work surface.G1 Z8; Iangat ang Z axis 8mm Itakda ang feedrate (bilis) kung saan gumagalaw ang mga motor sa mm/minuto.G1 F1500; Itakda ang bilis sa 1500mm bawat minuto I-extrude ang 25 mm ng filament sa isang 50mm na linya. (Kapaki-pakinabang para sa paglilinis ng nozzle bago mag-print)G1 X50 E25G4Dwell. Magdagdag ng pause, sa milliseconds sa sequence.G4 P1000G20Itakda ang unit ng pagsukat sa pulgadaG20G21Itakda ang unit ng pagsukat sa millimetersG21G28Home all axesG28G90Absolute positioning. Ang lahat ng mga coordinate ay binibigyang kahulugan bilang logical coordinate space. G90M0Maghintay para sa input ng user, karaniwang isang pagpindot sa pindutan. Tandaan: Hindi gumagana ang command na ito para sa lahat ng 3D printer!M0M18I-disable ang stepper motors.M18; Lahat ng steppers M18 ZE; Huwag paganahin ang Z axis stepper at ang extruder stepper.M117Magpakita ng mensahe sa display ng 3D printer. Ang mga mensahe ay mga string na maaaring maglaman ng mga titik, numero at ilang bantas.M117 Hello World!M190Itakda ang temperatura ng kama, sa degrees Celsius.M190 S60M410Quickstop. Isang emergency stop ng lahat ng stepper motors. Tandaan: Mawawala sa posisyon ang mga stepper motor pagkatapos ng utos na ito at ang lahat ng axes ay kailangang i-home.M410M500I-save ang lahat ng mga setting sa EEPROM. Gamitin nang may pag-iingat dahil o-overwrite nito ang kasalukuyang configuration.M500M701I-load ang filament sa pamamagitan ng pagpihit sa extruder stepper motor para sa isang nakatakdang tagal.M701M702I-unload ang filament, na ginagamit kapag nagpapalit ng filament roll.M702